It's time to open up a can of worms and talk about a hotly debated topic in the powersport community - four stroke cylinder head reconditioning best practices. I've perused the forums and had discussions with people about reconditioning four stroke cylinder heads and there appears to be a lot of mixed opinion and beliefs on what is right or wrong. I'm certainly not going to say my take on the subject is the only way, but I do want to share my opinion, explain the technical details, as well as touch on the machining process. The text below is out of my book, The Four Stroke Dirt Bike Engine Building Handbook, and details why cylinder heads should be reconditioned a certain way.
Whenever new valves are installed in a cylinder head, it is best practice to recut the valve seats since the valves and seats are mated parts, otherwise the new valves are very susceptible to premature wear when run in the old seats. If a major overhaul is being performed, there is a good chance that enough seat wear will have occurred during the engine’s life that the valve seats will need to be recut before new valves are installed. This may be news to you, so I want to provide an explanation of why this is necessary.
The term concentricity is used to describe the relationship between the axis of two circular objects. When two objects are perfectly concentric, their axis match up precisely with one another.
Whenever new valves are installed in a cylinder head, it is best practice to recut the valve seats since the valves and seats are mated parts, otherwise the new valves are very susceptible to premature wear when run in the old seats. If a major overhaul is being performed, there is a good chance that enough seat wear will have occurred during the engine’s life that the valve seats will need to be recut before new valves are installed. This may be news to you, so I want to provide an explanation of why this is necessary.
The term concentricity is used to describe the relationship between the axis of two circular objects. When two objects are perfectly concentric, their axis match up precisely with one another.
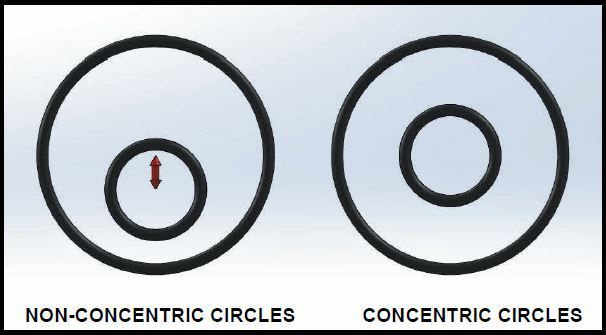
In the case of the cylinder head, the valve guide axis and the valve seat axis must be as close to perfectly concentric as possible and parallel to one another. Usually, guide to seat concentricity is kept around 0.001” (0.025mm) or even less for racing applications. This is achieved by the factory by using a manufacturing process where the valve guides are reamed first. Then the freshly reamed valve guide bore is used to center the valve seat cutter. Once centered, the valve seat is cut. This process is then repeated for all the valves and results in very good concentricity between the valve guides and valve seats.
As the engine is run, the valve guides, valve seats, and valve faces will wear. The valve guides will wear from front to back in an oval shape at the top and bottom of the guides. In a cross sectioned view the valve guide will take on an hourglass shape. The guide will become oval as a result of thrust forces stemming from the way the camshaft contacts the lifter bucket or rocker arm. These forces are transmitted to the valves and cause the valves to thrust against the sides of the guides, eventually causing the guides to become oval shaped.
Once the guides start to become oval shaped, the valve faces will no longer be as concentric to the valve seats as they originally were. When this happens the valves will start to slide against the seats, causing the seats and valve faces to wear. The valve seats will eventually become out of round and the sealing between the valve face and seat will suffer. Installing new valves into oval shaped guides and out of round seats will ensure that the new valves wear out very quickly!
To ensure the new valves being installed last as long as possible, the cylinder head’s seats and guides must be reconditioned once they are worn out. Complete cylinder head replacement is always an option, but I want to focus on freshening up the original head which is usually a more economical option, but comes with many more variables surrounding the quality of the job.
There are numerous services offered in the marketplace for valve seat cutting, however, not all valve seat cutting methods are equal in terms of quality. There are hand operated seat cutters, dedicated seat cutting machines, and a few other options to choose from. Selecting the correct seat cutting process and entrusting the work to a competent engine builder is very important. The valve seat cutting process should mimic the OEM process as closely as possible. A concentric valve seat will never be able to be cut without first servicing the valve guides. If the valve guides are out of round then they will either be reamed to a slightly larger size if they are not too oval in shape or they will be replaced. Once any issues with the valve guides are addressed and they are perfectly round from top to bottom, it will be possible to cut the valve seat. Ensuring the valve guide is perfectly round is extremely important since the valve seat cutter is centered off of the valve guide bore.
Cutting the valve seat concentrically to the guide requires a combination of skill and using modern machinery. The best valve seat cutting equipment in the world is worthless without a good experienced operator running it. There are two main factors which make cutting a seat concentric to the valve guide difficult. To start with, the valve seat cutter uses a pilot which locates in the valve guide. Since the valve stems are very small in diameter the pilots used to guide the seat cutters are also very small in diameter. A small diameter pilot shaft that centers the cutting tool can flex easily, which presents a real problem when cutting the seats. The next issue that arises when reconditioning seats is that often times the cutting tool will try to follow the path of the old valve seat which can make it hard to cut a concentric seat. Couple these factors together with slop within the machine, setup error, and operator error and you can see how quickly things can come out of alignment and you can end up with a poorly cut seat.
In addition to seat concentricity, the depth the seat is cut to will influence valve spring pressure, shim sizes, and the compression ratio of the engine. All three of these variables will be reduced the deeper the seat is cut, which is not a good thing. The surface finish of the seat itself will influence how well the valve seals. A seat with chatter marks or other machining blemishes will not seal as effectively as a smooth seat. The valve seat width and the contact point between the seat and the valve face are also very important.
Due to the complexities involved with cutting valve seats on modern four-stroke dirt bike engines, the job should not be left up to just anybody. There are numerous businesses which specialize in valve seat cutting which have both the right equipment and expertise to do the job correctly. I highly recommend spending some time researching and finding a reputable cylinder head machining company when it comes time to recondition your head. If the cylinder head must be shipped off in order to do business with a reputable company, the additional wait will be worthwhile.
If you found this information helpful and would like more technical info on maintaining your four stroke engine, check out my book, The Four Stroke Dirt Bike Engine Building Handbook.
Thanks for reading and happy wrenching!
As always if you have comments or want to share your thoughts please leave a note below.
If you liked this post and want more dirt bike maintenance content sent your way, sign up for our email newsletter!
As the engine is run, the valve guides, valve seats, and valve faces will wear. The valve guides will wear from front to back in an oval shape at the top and bottom of the guides. In a cross sectioned view the valve guide will take on an hourglass shape. The guide will become oval as a result of thrust forces stemming from the way the camshaft contacts the lifter bucket or rocker arm. These forces are transmitted to the valves and cause the valves to thrust against the sides of the guides, eventually causing the guides to become oval shaped.
Once the guides start to become oval shaped, the valve faces will no longer be as concentric to the valve seats as they originally were. When this happens the valves will start to slide against the seats, causing the seats and valve faces to wear. The valve seats will eventually become out of round and the sealing between the valve face and seat will suffer. Installing new valves into oval shaped guides and out of round seats will ensure that the new valves wear out very quickly!
To ensure the new valves being installed last as long as possible, the cylinder head’s seats and guides must be reconditioned once they are worn out. Complete cylinder head replacement is always an option, but I want to focus on freshening up the original head which is usually a more economical option, but comes with many more variables surrounding the quality of the job.
There are numerous services offered in the marketplace for valve seat cutting, however, not all valve seat cutting methods are equal in terms of quality. There are hand operated seat cutters, dedicated seat cutting machines, and a few other options to choose from. Selecting the correct seat cutting process and entrusting the work to a competent engine builder is very important. The valve seat cutting process should mimic the OEM process as closely as possible. A concentric valve seat will never be able to be cut without first servicing the valve guides. If the valve guides are out of round then they will either be reamed to a slightly larger size if they are not too oval in shape or they will be replaced. Once any issues with the valve guides are addressed and they are perfectly round from top to bottom, it will be possible to cut the valve seat. Ensuring the valve guide is perfectly round is extremely important since the valve seat cutter is centered off of the valve guide bore.
Cutting the valve seat concentrically to the guide requires a combination of skill and using modern machinery. The best valve seat cutting equipment in the world is worthless without a good experienced operator running it. There are two main factors which make cutting a seat concentric to the valve guide difficult. To start with, the valve seat cutter uses a pilot which locates in the valve guide. Since the valve stems are very small in diameter the pilots used to guide the seat cutters are also very small in diameter. A small diameter pilot shaft that centers the cutting tool can flex easily, which presents a real problem when cutting the seats. The next issue that arises when reconditioning seats is that often times the cutting tool will try to follow the path of the old valve seat which can make it hard to cut a concentric seat. Couple these factors together with slop within the machine, setup error, and operator error and you can see how quickly things can come out of alignment and you can end up with a poorly cut seat.
In addition to seat concentricity, the depth the seat is cut to will influence valve spring pressure, shim sizes, and the compression ratio of the engine. All three of these variables will be reduced the deeper the seat is cut, which is not a good thing. The surface finish of the seat itself will influence how well the valve seals. A seat with chatter marks or other machining blemishes will not seal as effectively as a smooth seat. The valve seat width and the contact point between the seat and the valve face are also very important.
Due to the complexities involved with cutting valve seats on modern four-stroke dirt bike engines, the job should not be left up to just anybody. There are numerous businesses which specialize in valve seat cutting which have both the right equipment and expertise to do the job correctly. I highly recommend spending some time researching and finding a reputable cylinder head machining company when it comes time to recondition your head. If the cylinder head must be shipped off in order to do business with a reputable company, the additional wait will be worthwhile.
If you found this information helpful and would like more technical info on maintaining your four stroke engine, check out my book, The Four Stroke Dirt Bike Engine Building Handbook.
Thanks for reading and happy wrenching!
As always if you have comments or want to share your thoughts please leave a note below.
If you liked this post and want more dirt bike maintenance content sent your way, sign up for our email newsletter!